2019-10-14

Ausgangssituation
In bevorzugten Gebieten der Erde werden in den letzten Jahren vermehrt Thermosolar-Kraftwerke errichtet, deren Aufgabe es ist aus der Sonneneinstrahlung nutzbare Energie zu gewinnen. Beispielsweise wird in einem Solarkraftwerk in Andalusien mit Hilfe von insgesamt 165.000 Parabolspiegeln auf einer Gesamtfläche von 142 Hektar Sonnenenergie auf ein Wärmeträgeröl übertragen, welches sich in einem 74 km langen Rohr befindet. Das auf 400°C erhitzte Öl wird zu Wärmetauschern gepumpt, wo große Mengen an Wasser verdampfen. Der Dampf wird zu einer zentral gelegenen 50 MW Turbine geleitet, die CO2-neutral Strom für ca. 43.000 Haushalte erzeugt.

Herausforderung
Der von Thermosolar erzeugte Strom erzeugt eine wesentlich geringere Umweltbelastung als die Stromerzeugung mit konventionellen Anlagen. Dennoch kann das gesammelte Oberflächenwasser der Anlage durch Leckagen in den Ölleitungen verunreinigt werden. Da das gesammelte Oberflächenwasser zur Bewässerung der umliegenden Felder verwendet werden soll, muss sichergestellt sein, dass 100% der Verunreinigungen entfernt werden, bevor die lokale Landwirtschaft das Wasser wiederverwenden kann. Das derzeit eingesetzte Separationssystem konnte die Anforderungen nicht erfüllen, weshalb ein Separationssystem der Filtration Group unvermeidlich ist.
Lösungsansatz
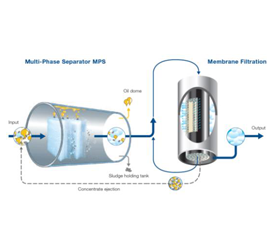
Filtration Group Industrial entschied sich nach Tests vor Ort für die Installation einer 2-stufigen Membranseparationsanlage mit nachgeschalteter Aktivkohlestufe. Die Anlage wurde im Werk Hamburg konzipiert, konstruiert und anschlussfertig auf ein Gestell nach Kundenwunsch gebaut und verrohrt. Vor Ort musste die Anlage lediglich an die vorhandenen Leitungen angeschlossen und in Betrieb genommen werden. Die Filtration Group Industrial Techniker unterstützen hierbei den Betreiber vor Ort bei allen notwendigen Arbeiten, bis ein störungsfreier Dauerbetrieb erreicht wurde.

Kundennutzen
Das teilweise stark verunreinigte Oberflächenwasser kann mit dem Filtration Group Industrial MFEB verlässlich aufbereitet werden. Mit Hilfe von Keramikmembranen und Aktivkohle, kann sogar eine Öl-Wasser-Emulsion ohne den Einsatz von Chemikalien separiert werden. Eine verlässliche Funktion der Anlage kann aufgrund jahrelanger Erfahrungen aus der Automobilindustrie garantiert werden. Der kontinuierliche Restölgehalt ist weit unter 5 ppm, sodass der Kunde das aufbereitete Wasser für die Bewässerung lokaler Felder verwenden kann. Weitere Vorteile sind die lange Standzeit und der geringer Wartungsaufwand.




