2019-10-14

Initial Situation
In the chemical industry the highest requirements for process quality, purity, safety, and environmental protection are in place, and therefore also for our clients who are committed to global food security with an emphasis on innovative cultural solutions, seeds, and crop protection. In the production of pesticides, methyl-phosphonic acid n-butyl ester (MPE) is produced during one step, which is a required precursor for the herbicide glufosinate-ammonium. The herbicide is used to fight weeds and root suckers. Process-specific provisions from clients require a high level of customization of the pressure housing. Consideratio of work standards, as well as build support and in-house approval of the fiter, guarantee Filtration Group‘s responsibility. Modification of the filter elements is the distinguishing feature of the 2-model system as compared to other products. The components of the filter element must be adjusted without changes to the basic dimensions.

Challenge
The backflush filter supplied by Filtration Group are used as pump protection fitlers. Pumps, which are used most of all for the transport of fluid media, must be protected from damages caused by solid particles. In this project particles result from the quenching of an organophosphorous liquid. The sump of the quench condensation column is sent through a canned motor pump into a cooler and subsequently fed to the quench once it is cooled. Coarse particles from the condensation column disrupt the subsequent processes and diminish the service life of the canned motor pump.

Technical Data
– 2 x R8-10 backflush filter
– DN 250 / size F09
– Material: Stainless steel 1.4571
– Specific process data is agreed to be confidential
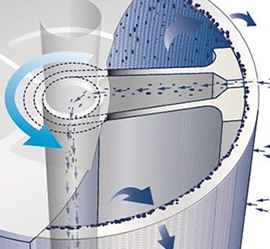
Solution
The solution is a fully automatic backflush filter for own medium flushing type R8-10. For the customer process, existing filter solutions were adapted to the specific conditions of the customer process and the filter element modified with special fabric. A tangential clamping element was used to reduce the radial distances within the filter element and a mechanical seal was used for the shaft opening. Through the use of the tangential clamping device, the particularities of the process can be addressed while retaining the standard parts.

Customer Value
Advantages are reduction of the residual particulate load from the process as well as a significantly reduced damage pattern to the pumps for the reduction of the spare parts requirement. The use of the proven and robust backflush technology ensures process reliability through a specifically adapted filter element. The use of a mechanical seal with thermosiphon system increases operational reliability.




